Designverifizierung und Zuverlässigkeitsprüfung
Produkte von Rosenberger überzeugen durch höchste Qualität und maximale Präzision
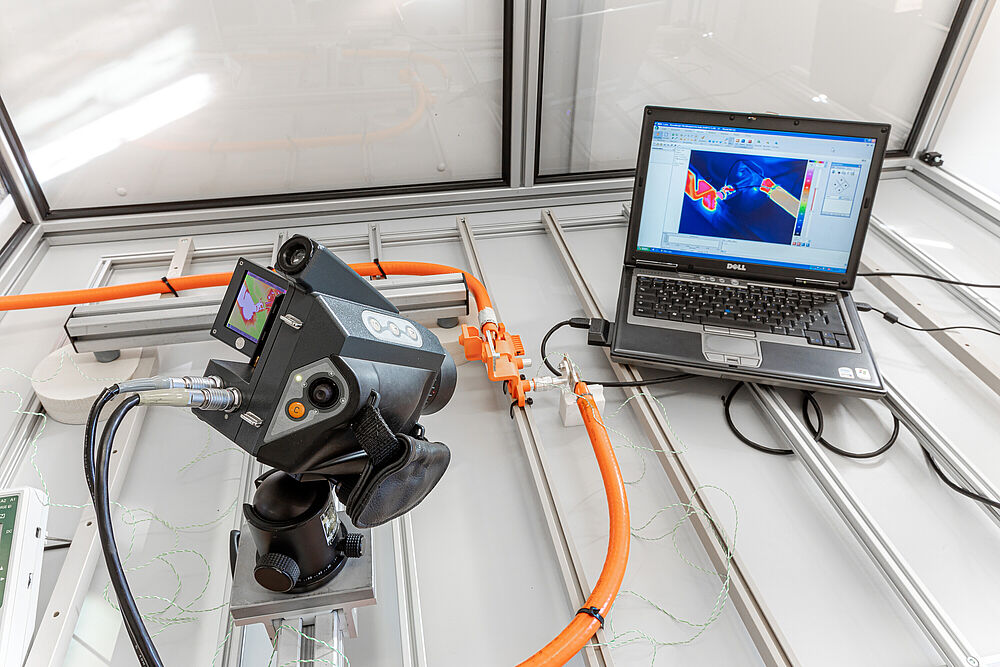
Um dies fortlaufend sicherstellen zu können finden umfangreiche Testungen und Validierungen im Prüflabor statt, die das jeweilige Produkt vom Dummy bis zur Serienreife begleiten. Im Vorfeld im Bereich Forschung und Entwicklung durchgeführte Simulationstechniken werden mit hoher Effektivität in die Praxis überführt, um Eigenschaften, Funktionalität und Design der Produkte zu validieren.
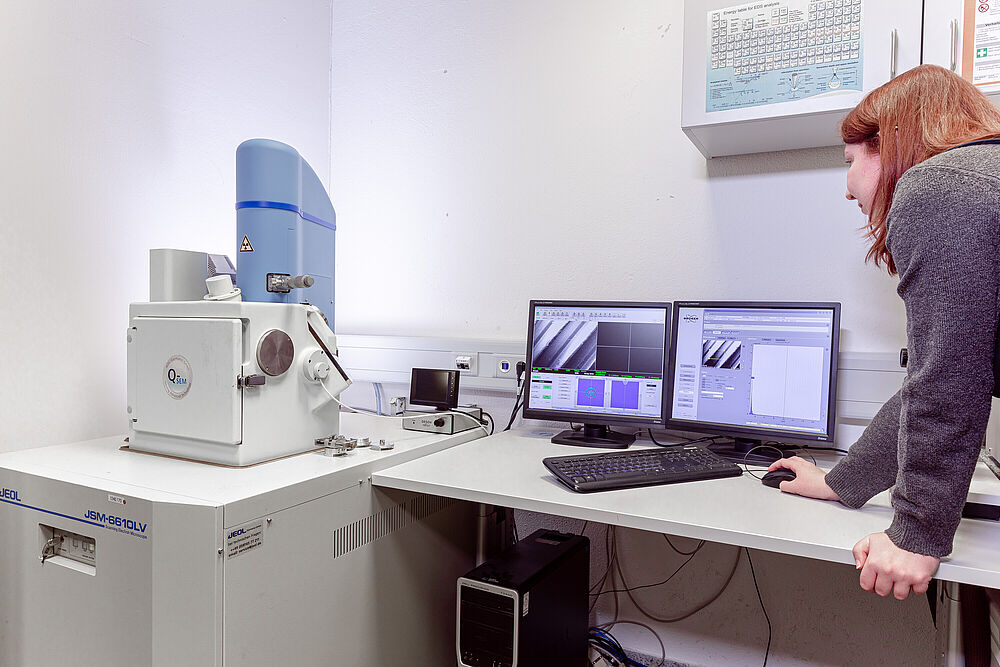
Kompetenz und Ausstattung des Prüflabors erstrecken sich auf Umweltsimulationen, mechanische und elektrische Testungen sowie optische Analysen und den Bereich Automatisierung. Der Prüfprozess erfolgt dabei innovationsbereit und lösungsorientiert und basiert auf kurzen Entscheidungswegen, umfangreichen Dokumentationen und validen Ergebnissen. Theoretisches Wissen trifft auf praktische Anwendung – in jeder Phase der Produktentstehung – und garantiert damit hochpräzise, qualitätssichere Ergebnisse.